What Is the 3G Plate Qualification?
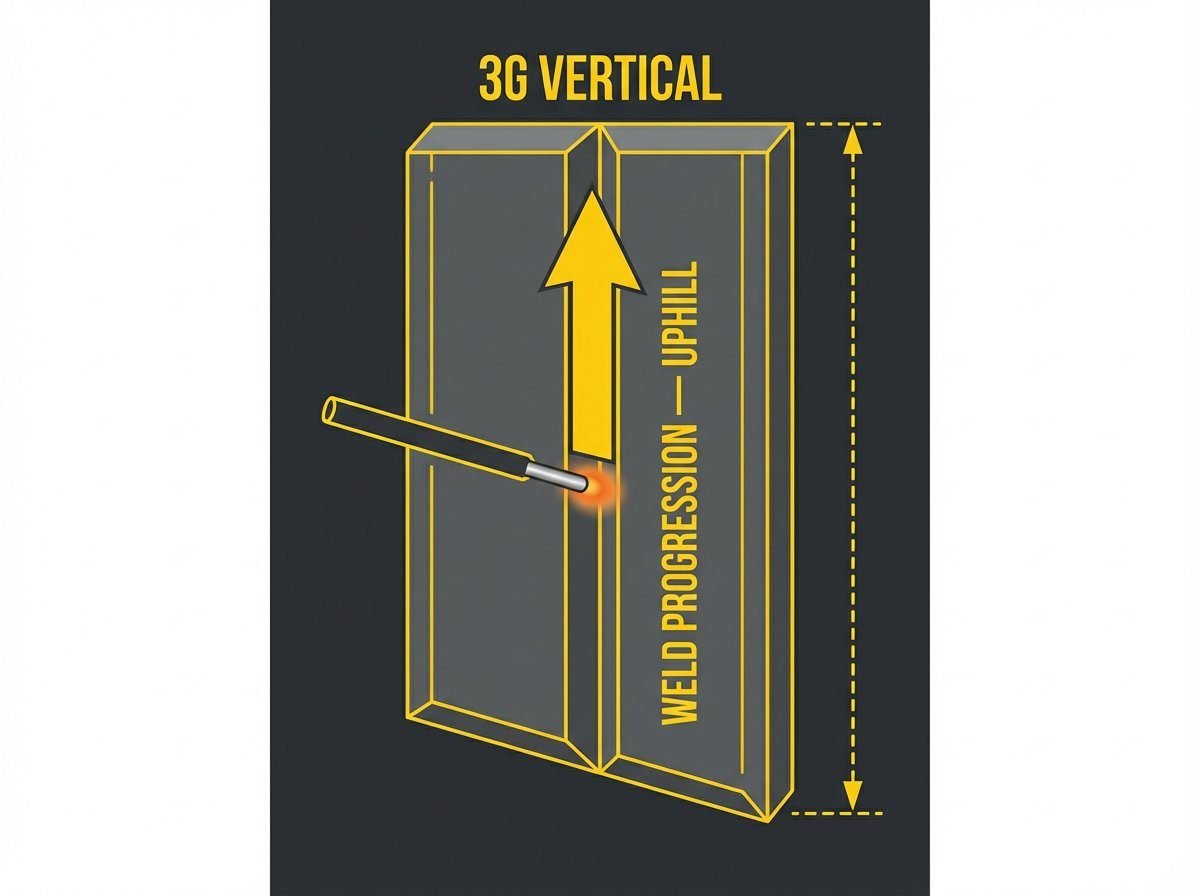
The AWS D1.1 3G plate qualification is a Complete Joint Penetration (CJP) groove weld test performed in the vertical position — plate standing upright, weld progressing from bottom to top. It is the most commonly required structural plate qualification for fabrication and construction work in the United States.
The "3" in 3G designates the vertical position. The "G" designates groove weld. Passing this test per AWS D1.1 qualifies the welder for flat, horizontal, and vertical groove welds, plus all fillet weld positions. It does not cover overhead — for overhead qualification, see the 4G test or the 3G/4G combined all-position test.

Uphill Only — Why Downhill Is Not Permitted
AWS D1.1 mandates upward progression for vertical groove weld qualification. This is not arbitrary. Vertical uphill welding produces a more consolidated, higher-quality weld than downhill — the slower travel speed and higher heat input ensure complete fusion and a fully tied-in root pass. Downhill vertical is faster but produces a higher risk of cold lap, incomplete fusion, and slag entrapment at the toes.
If your production WPS calls for vertical downhill on a specific application, that requires its own separate qualification — it is a change in an essential variable under D1.1 Clause 4. A 3G uphill qualification does not cover downhill production welding.
What the 3G Qualification Covers
This is where many welders and contractors are surprised. Passing the 3G groove weld test provides broader coverage than just the vertical position. Per AWS D1.1 Table 6.10, one 3G test plate qualifies the welder for the following:
| Weld Type | 1G Flat | 2G Horiz. | 3G Vert. | 4G OH | 1F | 2F | 3F | 4F |
|---|---|---|---|---|---|---|---|---|
| 3G Groove Test | ✓ | ✓ | ✓ | ✗ | ✓ | ✓ | ✓ | ✗ |
The only position not covered by the 3G is overhead — both groove (4G) and fillet (4F). For the large majority of structural fabrication and field erection work that doesn't involve overhead groove welds, the 3G alone is sufficient. When overhead is required, adding the 4G test covers everything.
Thickness Qualification — Why the Plate Size Matters
The thickness of the plate you test on directly controls what you can weld in production. This is one of the most common mistakes contractors make — qualifying welders on 3/8-inch plate to save money, then discovering the production work requires welds on material over 3/4 inch.
| Test Plate Thickness | Minimum Production Thickness | Maximum Production Thickness | Recommended? |
|---|---|---|---|
| 3/8" (9.5mm) | 1/8" | 3/4" maximum | Only for light fabrication |
| 1" (25mm) | 1/8" | Unlimited | Yes — standard choice |
Use the 1-inch plate. The cost difference between a 3/8-inch and 1-inch test plate is minimal. The cost of having a welder retest because the project spec calls for unlimited thickness qualification is not. WeldCertTest uses 1-inch plate as the default for all 3G testing unless you specifically request otherwise.
Test Plate Specifications
Approved Welding Processes
The process you use on the test plate is the process you're qualified to use in production. Each process must be qualified separately — a 3G SMAW qualification does not cover FCAW. Choose the process that matches your production welding.
SMAW — Shielded Metal Arc (Stick)
- E7018 low-hydrogen is the standard for structural 3G testing
- Store E7018 in a rod oven — moisture causes hydrogen cracking
- 3/32" or 1/8" electrodes typical — smaller for root, larger for fill
- Work angle: 90° to plate face
- Travel angle: 5°–15° uphill in direction of travel
- Most universally accepted process by structural contractors
FCAW — Flux-Cored Arc Welding
- FCAW-G (gas-shielded): E71T-1C or E71T-1M wire
- FCAW-S (self-shielded): E71T-8 or E71T-11 for structural
- Higher deposition rate than SMAW — faster groove fill
- Vertical parameters critical — too hot causes puddle sag
- FCAW-S preferred for outdoor/field work where wind kills gas shielding
GMAW — Gas Metal Arc (MIG)
- Short-circuit transfer used for 3G vertical position
- ER70S-6 wire most common for structural A36
- Tight voltage and wire speed control required
- Per D1.1: RT cannot substitute for bend tests on GMAW-S qualification
- Some project specs restrict GMAW on thicker structural material — check before testing
GTAW — Gas Tungsten Arc (TIG)
- ER70S-2 or ER70S-6 filler rod typical
- Slowest process — highest quality weld bead
- Used where tight quality requirements demand cleaner welds
- Less common for heavy structural plate but fully permitted under D1.1
- Root pass only with GTAW then fill with SMAW is an accepted combination
| Factor | SMAW E7018 | FCAW-G | FCAW-S | GMAW |
|---|---|---|---|---|
| 3G Puddle Control | Excellent | Good | Good | Moderate |
| Deposition Rate | Low | High | Moderate | Moderate |
| No Gas Cylinder | Yes | No | Yes | No |
| Field / Outdoor | Yes | No | Yes | No |
| D1.1 Acceptance | Universal | Universal | Common | Check specs |
| Slag Removal Required | Yes | Yes | Yes | No |
3G Vertical Uphill Welding Technique
The 3G test rewards discipline over raw speed. The three variables that cause the most failures — heat input, arc length, and travel speed — are all within the welder's control. Master those and the rest follows naturally.
Root Pass
- Run a stringer — no weave on the root pass
- Aim directly into the root opening toward the backing bar
- Watch for the keyhole — it confirms full penetration
- Keep arc length tight: 1× to 1.5× electrode diameter
- Travel uphill at a consistent pace — no stopping, no speeding up
- Root pass too cold = incomplete fusion = automatic bend test failure
Fill Passes
- Chip and brush every pass before laying the next one
- Grind flush any high spots that would trap slag at the toes
- A slight J-weave or upside-down V is acceptable on fill passes
- Pause briefly at each toe — ties in the bevel face, prevents undercut
- Keep interpass temperature in check — don't run hot passes back-to-back
Cap Pass
- Reduce amperage slightly from fill passes for better cap control
- Keep reinforcement under 3/16" — a high crown fails visual
- Consistent travel speed = consistent cap width and height
- Pause at toes to prevent undercut — this is where most caps fail visual
- Do a final self-inspection before calling it done — look for arc strikes
Heat and Parameters
- Vertical position runs cooler than flat — gravity helps the puddle flow
- SMAW E7018 3/32": typical 70–90A for fill passes on 3G
- If the puddle starts to drip, reduce amperage or increase travel speed
- E7018 must come from a rod oven — never use electrodes left out overnight
- Check interpass temp if your WPS specifies a maximum preheat/interpass
Common 3G Test Failures — And How to Avoid Them
Incomplete Root Fusion
The most common bend test failure. The root pass didn't fully tie in to the backing bar. Cause: arc too far from the backing bar, inconsistent root gap, or travel speed too fast. Fix: aim directly at the root opening, verify 1/4" gap is consistent end-to-end before welding, use slightly higher amperage on the root pass and watch for the keyhole.
Slag Inclusions
Trapped slag from inadequate interpass cleaning shows as linear discontinuities on bent specimens. Cause: light chipping and welding over unfused slag, or high spots at toes that trap slag. Fix: chip every pass thoroughly, use a wire wheel grinder, grind flush any high ridges before the next pass.
Undercut at Cap Toes
Undercut exceeding 1/32" is an automatic visual rejection — no bend testing occurs. Cause: dwelling too long at the outer edges of a weave, excessive amperage on the cap pass. Fix: reduce cap pass amperage, pause at the center of the weave rather than the toes, maintain consistent travel speed.
Arc Strikes Outside the Weld Zone
Per AWS D1.1 Clause 4.9, a single arc strike on the base metal adjacent to the weld is an automatic visual rejection — no exceptions, no appeals. Cause: brushing the plate while striking the arc. Fix: strike on a scrap piece then bring the arc into the joint, or use a strike plate. Inspect the base metal before shipping the plate.
Wet or Contaminated Electrodes
Moisture in E7018 electrodes causes porosity and hydrogen-induced cracking — both bend test failures. Cause: electrodes stored outside a rod oven or used from an unsealed container. Fix: store E7018 in a heated rod oven at 250°–300°F minimum. Discard any electrodes that have been exposed to humidity overnight.
Inconsistent Root Gap
A root opening that narrows or widens along the joint length causes variable root fusion — tight spots won't fuse, open spots may burn through the backing bar. Cause: poor fit-up before tacking. Fix: verify the 1/4" gap with a feeler gauge at multiple points before tacking. Tack at both ends to lock the gap in before positioning for welding.
Visual Inspection Requirements
Before any bend specimens are cut, the completed 3G plate must pass visual inspection by an AWS Certified Welding Inspector per D1.1 Clause 4.9. Failing visual means the plate does not proceed to bend testing — there is no second chance on the same plate.
| Discontinuity | Limit | Notes |
|---|---|---|
| Cracks | None permitted | Any crack = immediate rejection |
| Incomplete fusion | None permitted | Anywhere in joint |
| Undercut | ≤ 1/32" (0.8mm) | Depth at toe of weld |
| Reinforcement height | ≤ 3/16" (4.8mm) | Above base metal surface |
| Arc strikes | None outside weld zone | Automatic rejection |
| Overlap | None permitted | Metal flowing onto base metal |
| Porosity | Per D1.1 Clause 4.9.3 | Size and frequency limits |
Guided Bend Testing
Plates passing visual inspection proceed to accredited laboratory bend testing. Four specimens are cut from the 3G plate: two face bends (weld face on the outside of the bend) and two root bends (weld root on the outside). The backing bar is removed before specimens are cut. Each specimen is bent 180° in a guided bend jig.
The WPQ Record — Your Official Certification
When your plate passes both visual inspection and bend testing, the CWI signs a Welder Performance Qualification record. This is your official credential. It is not a certificate issued by WeldCertTest — it is a code-required document signed by a certified inspector that stands on its own at any job site in the country.
- Welder's full legal name and employer
- Welding process and filler metal classification (e.g., SMAW / E7018)
- Position qualified — 3G explicitly listed
- Groove positions covered: 1G, 2G, 3G
- Fillet positions covered: 1F, 2F, 3F
- Base metal and test plate thickness
- Visual inspection results and date
- Bend test results and accredited laboratory name
- CWI name, certification number, and signature
- Continuity requirement statement (6-month rule)
Certification Validity and the 6-Month Rule
Per AWS D1.1 Clause 4.25, the 3G qualification remains valid indefinitely — with one condition. The welder must use the qualified welding process at least once every six months. If six months passes without using that process, the qualification expires and the welder must re-qualify.
Employers are required to maintain a continuity log. This is a simple record showing the welder used the process within each six-month window, signed off by a supervisor or inspector. A lapsed qualification cannot be reinstated by paperwork alone — it requires retesting. Set calendar reminders at five months to check your log and avoid this entirely.
3G vs. 3G/4G Combined — Which Do You Need?
This is the most common question we get. The answer depends entirely on what your welders will actually be doing in production.
| Factor | 3G Only | 3G/4G Combined |
|---|---|---|
| Plates Required | 1 | 2 |
| Groove Positions | 1G, 2G, 3G | 1G, 2G, 3G, 4G (all) |
| Fillet Positions | 1F, 2F, 3F | 1F, 2F, 3F, 4F (all) |
| Overhead Covered | No | Yes |
| Relative Cost | Lower | Moderate |
| Best For | Fab shops, limited overhead work | Field erectors, all-position contractors |
| Satisfies "All-Position" Requirement | No | Yes |
If your work never involves overhead groove welds — most fabrication shop work falls in this category — the 3G alone is sufficient and more cost-effective. If your welders will be in the field doing structural erection where overhead groove welds are common, or if your contractors require "all-position certified" welders by name, go directly to the 3G/4G combined test.
The Retest Rule
Failed the 3G? It happens. Per AWS D1.1 Clause 6.25, a retest is permitted if the failure is due to lack of skill — not a procedure issue. The welder must complete additional practice before retesting. The failed plate cannot be resubmitted — a fresh plate must be welded and submitted.
Before retesting, it's worth diagnosing what failed. A root bend failure is a different problem from a face bend failure. A visual rejection for arc strikes is different from undercut. Call us at (404) 860-1288 and we'll go through the failure mode with you — it often reveals a specific technique issue that can be corrected before the retest.
Mail-In Service — How It Works
WeldCertTest handles 3G plate qualification through a complete mail-in service. No travel, no scheduling around a test lab's calendar. Your welder does the welding at your facility — we do everything else.
-
Contact us — get WPS and quote
Call or request a quote online. Confirm the process (SMAW, FCAW, etc.) and we'll provide pricing plus a qualified WPS for your welder to test under. If you have an existing D1.1 prequalified WPS, you can use it.
-
Weld the plate at your shop
Your welder completes the 3G test plate per the WPS at your facility. Prepare and fit up the joint per D1.1 specifications — 45° groove, 1/4" root opening, knife edge, A36 backing bar.
-
Ship the completed plate to us
Follow our shipping instructions. Standard ground shipping works fine — test plates aren't fragile. Include your contact info and welder details with the shipment.
-
CWI visual inspection
Our AWS CWI performs full visual inspection per D1.1 Clause 4.9. If the plate passes visual, it proceeds to bend testing. We contact you if there is a visual rejection before spending money on lab testing.
-
Accredited bend testing
Four specimens are cut, prepared, and bent per D1.1 at our accredited testing laboratory. Full test data is documented with the results.
-
WPQ issued and delivered
On passing, the CWI signs and issues the official WPQ record. Delivered to your company by email and mail. See our timeframes page for typical turnaround.
3G vs. Other Plate Qualifications
| Test | Positions Covered | Overhead? | Plates | Best For |
|---|---|---|---|---|
| 1G Flat | 1G only | No | 1 | Flat-only shop work |
| 2G Horizontal | 1G, 2G | No | 1 | Horizontal fab work |
| 3G Vertical | 1G, 2G, 3G + all fillets | No | 1 | Most structural fab |
| 4G Overhead | 1G, 2G, 4G + all fillets | Yes | 1 | When 3G already held |
| 3G/4G Combined | All positions + all fillets | Yes | 2 | All-position requirement |
Industries That Require the 3G Qualification
The AWS D1.1 3G plate qualification is the baseline credential for welders on structural steel projects across all major industries. If the work is governed by AWS D1.1 and involves vertical groove welds, the 3G is required.
Structural Steel Fabrication
Fabrication shops producing beams, columns, plate girders, and frames for buildings and industrial facilities. The 3G is the standard qualification for shop welders performing vertical groove joints.
Bridge Construction
AASHTO/NSBA bridge projects require D1.5 or D1.1 qualification. Most state DOT contracts require vertical position qualification for groove welds on structural steel bridge components.
Heavy Equipment Manufacturing
Manufacturers of cranes, mining equipment, and heavy industrial machinery producing welded structural frames under D1.1 require qualified welders for vertical structural joints.
Ironworker Contractors
Field erection crews performing structural steel connections — column splices, beam connections, moment frames — require D1.1 vertical position qualification as a minimum credential.
Glossary of Key Terms
Vertical groove weld position per AWS D1.1. Plate is oriented vertically, weld progresses uphill. One of the two most demanding plate positions along with 4G overhead.
A groove weld with full fusion through the entire joint thickness including the root. The 3G test uses a CJP single V-groove with permanent backing bar.
The official AWS document certifying welder qualification, signed by a CWI. Lists process, positions, thickness range, and test results.
The document specifying all required welding variables: process, position, base metal, filler metal, preheat, and more. Welders must be tested under a qualified WPS.
Low-hydrogen, iron powder SMAW electrode. "70" = 70,000 PSI tensile strength. "18" = low-hydrogen coating requiring rod oven storage. Standard for D1.1 structural qualification.
Mechanical test bending weld specimens 180° over a controlled-radius mandrel to verify fusion, ductility, and freedom from defects.
Steel bar placed behind the root of the groove joint to support the root pass. Per D1.1, the backing bar is permanent — it stays in the joint after welding.
D1.1 Clause 4.25 requirement: welder must use their qualified process at least once every 6 months or the qualification expires. Employer must maintain a continuity log.
Frequently Asked Questions
What positions does the 3G qualification cover?
Is the 3G test welded uphill or downhill?
What plate thickness gives unlimited qualification?
Does the 3G qualification cover fillet welds?
What joint configuration is used for the 3G test?
How many bend tests are required?
What is the most common reason for failing the 3G test?
What is the correct electrode angle for 3G SMAW?
Should I get the 3G or the 3G/4G combined test?
How long does the 3G certification stay valid?
Can I mail in my test plate?
What happens if the welder fails the 3G?
Do I need a WPS to take the test?
Can a welder's existing 3G WPQ transfer to a new employer?
Ready to Qualify Your Welders?
Mail-in service. CWI inspected. Official WPQ issued. Nationwide.