What Is the 3G/4G Combined Plate Qualification?
The AWS D1.1 3G/4G combined plate qualification is the most comprehensive groove weld certification available for structural plate welding. By completing two test plates — one in the 3G (vertical uphill) position and one in the 4G (overhead) position — a welder earns approval for every groove and fillet weld position recognized by the structural welding code.
No other plate test comes close in coverage. The 6G pipe test is the only comparable credential, but many structural fabricators and ironworker contractors specifically require the D1.1 plate qualification. When a contractor says they need welders who are "all-position certified," this is what they mean.
The AWS D1.1 3G/4G combined plate test qualifies a welder for every groove position (1G, 2G, 3G, 4G) and every fillet position (1F, 2F, 3F, 4F) on structural steel plate per Table 6.10. Two test plates are required — one welded vertical uphill (3G) and one welded overhead (4G). With a 1-inch plate, thickness qualification is unlimited. Both plates require visual inspection by an AWS CWI followed by guided bend testing. WeldCertTest performs all CWI inspection in Alpharetta, GA (Timothy Dodd, AWS CWI #00120381) and uses an accredited laboratory for bend testing. The result is an official WPQ record — not an AWS Certified Welder card, which is a separate program.
What Is the 3G Position?
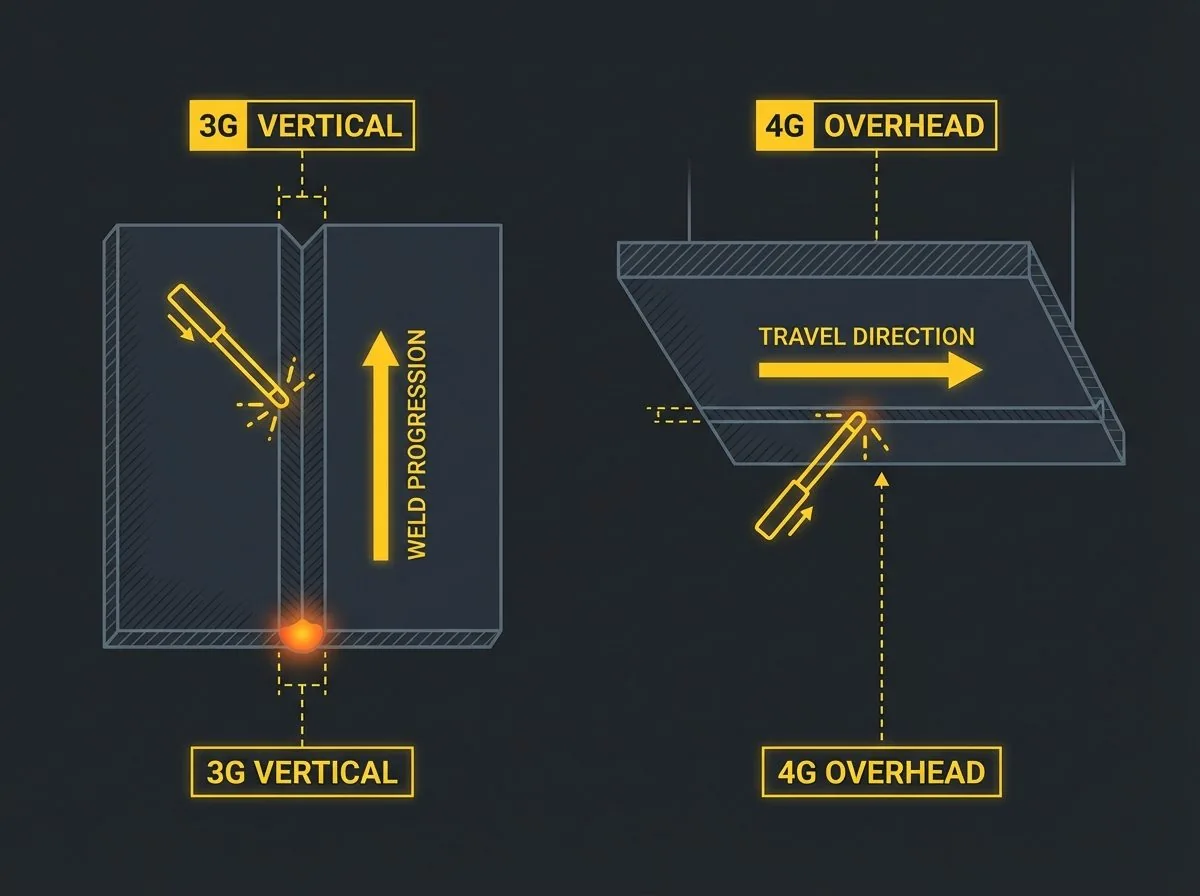
In the 3G position, the test plate is oriented vertically — the joint runs up and down, and the welder progresses upward (vertical uphill). This is the standard for welding structural columns, vertical seams on tanks, and any joint where the plate stands on edge. Gravity constantly works against the weld puddle, requiring the welder to control heat input and travel speed precisely to prevent the molten metal from running downward.
Vertical uphill welding produces a stronger, more consolidated weld than vertical downhill, which is why AWS D1.1 defaults to uphill progression for groove welds on thicker material. On the 3G test, you'll typically run a root pass, multiple fill passes, and a cap pass — all while fighting gravity on a live puddle.
What Is the 4G Position?
In the 4G position, the test plate is positioned horizontally overhead — the welder looks up at the joint and welds from below. The groove points downward. Every ounce of molten metal wants to drip onto the welder's face. It is widely considered the most physically demanding test position in structural welding.
The 4G test requires short arc length, controlled heat input, and deliberate travel to keep the puddle from sagging. Most welders find the 4G position significantly more difficult than the 3G, and it's often where an otherwise strong candidate comes undone. Passing the 4G is a genuine statement of skill.

Why Both Positions Together?
AWS D1.1 Table 6.10 defines what each qualification test covers. The logic is that if you can weld a sound groove joint in the hardest positions — vertical and overhead — you can certainly weld in the easier ones (flat and horizontal). Qualifying in both 3G and 4G simultaneously gives you full coverage of all positions in a single test session.
Groove positions covered: 1G (flat), 2G (horizontal), 3G (vertical), 4G (overhead) | Fillet positions covered: 1F, 2F, 3F, 4F | Plate thickness: Unlimited (with 1" test plate)
Position Coverage Matrix
| Test | 1G Flat | 2G Horiz. | 3G Vert. | 4G OH | All Fillets | Unlim. Thick. |
|---|---|---|---|---|---|---|
| 1G Only | ✓ | ✗ | ✗ | ✗ | ✗ | ✗ |
| 2G Only | ✓ | ✓ | ✗ | ✗ | ✗ | ✗ |
| 3G Only | ✓ | ✓ | ✓ | ✗ | ✓ | ✗ |
| 4G Only | ✓ | ✓ | ✗ | ✓ | ✓ | ✗ |
| 3G + 4G Combined | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ |
Test Plate Specifications
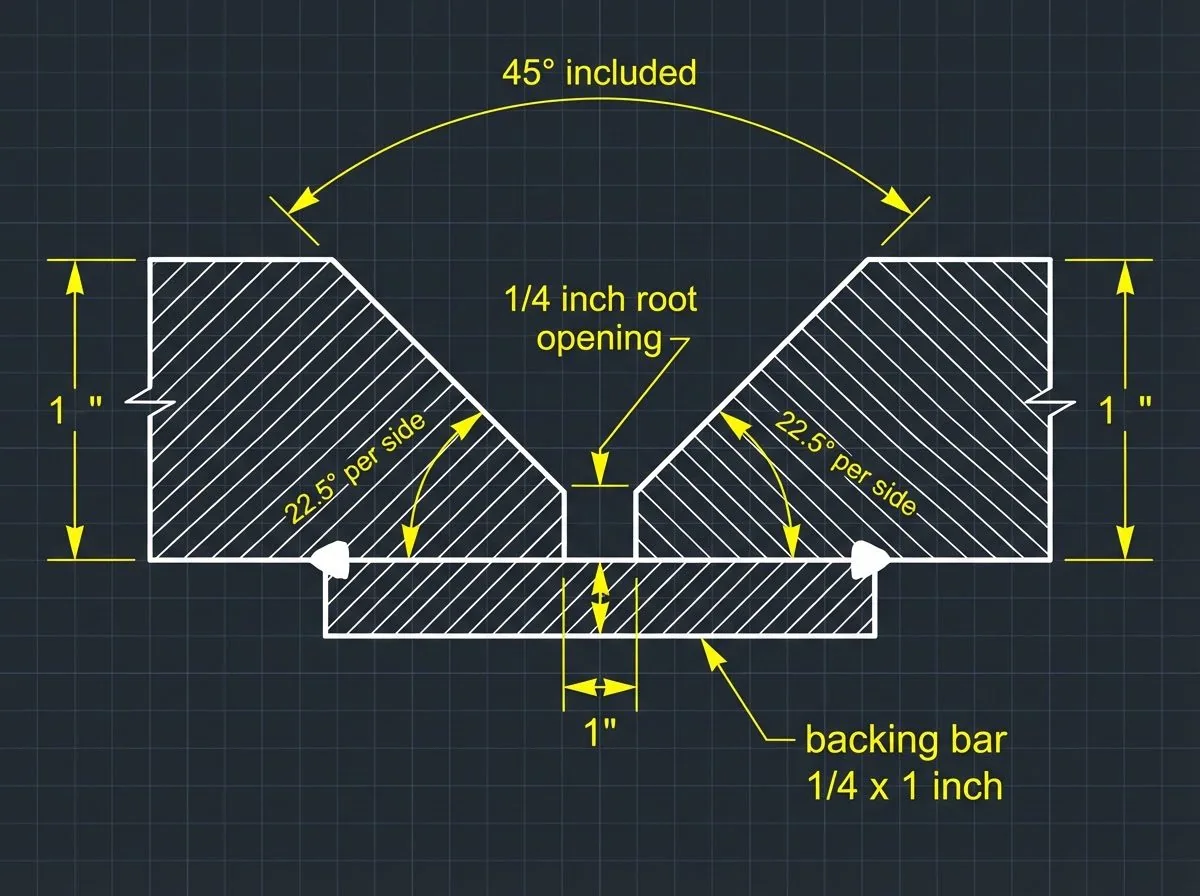
Both the 3G and 4G test plates use identical joint preparation. The joint detail below is the standard AWS D1.1 prequalified joint — a complete joint penetration (CJP) single V-groove with a steel backing bar. This joint geometry is used throughout structural steel construction, so the test reflects real-world conditions.

How to Prepare Your Test Plates
Proper plate preparation is not just about following the code — it's about setting yourself up for a clean, consistent weld. Sloppy prep creates problems in the groove that no amount of skill can overcome.
-
Cut and dimension your plates
Cut two plates to approximately 1" × 6" × 4" from ASTM A36 stock. Verify material certification or use certified plate. Edges must be clean and straight before beveling.
-
Bevel the groove faces
Bevel each plate to 22.5° per side using a grinder, torch, or beveling machine. The bevel face should be smooth with no gouges or torch drag. Check your angle with a protractor — an undersized bevel will trap slag in the root.
-
Prep a knife-edge root face
Grind the root face to a true knife edge (0" land). Any land will reduce root fusion access. The knife edge breaks down into the root opening and allows full penetration to the backing bar.
-
Set up and tack the backing bar
Position the backing bar (1/4" × 1" × 8" A36) behind the joint, centered under the root opening. Tack weld at the ends only — do not tack through the groove area. The backing bar must be in complete contact with both plates across the full length.
-
Set and verify root opening
Use a feeler gauge or spacers to verify a consistent 1/4" root opening across the full length. A gap that opens or closes along the joint will cause variable root fusion. Tack weld lightly at both ends to hold the gap before positioning.
-
Position in the fixture and clean
For the 3G plate, mount vertically in a welding fixture or clamp to a welding table at 90° to the floor. For 4G, the plate must be truly horizontal above you. Wipe the groove faces with acetone or a clean rag to remove all oil, moisture, and mill scale from the weld zone.
Approved Welding Processes
Each welding process is tested and qualified separately. A welder who passes the 3G/4G test with SMAW is qualified for all positions with SMAW only. To be qualified with FCAW-G as well, the welder must take a separate 3G/4G test with FCAW-G. Most job sites specify which process they require before testing begins.
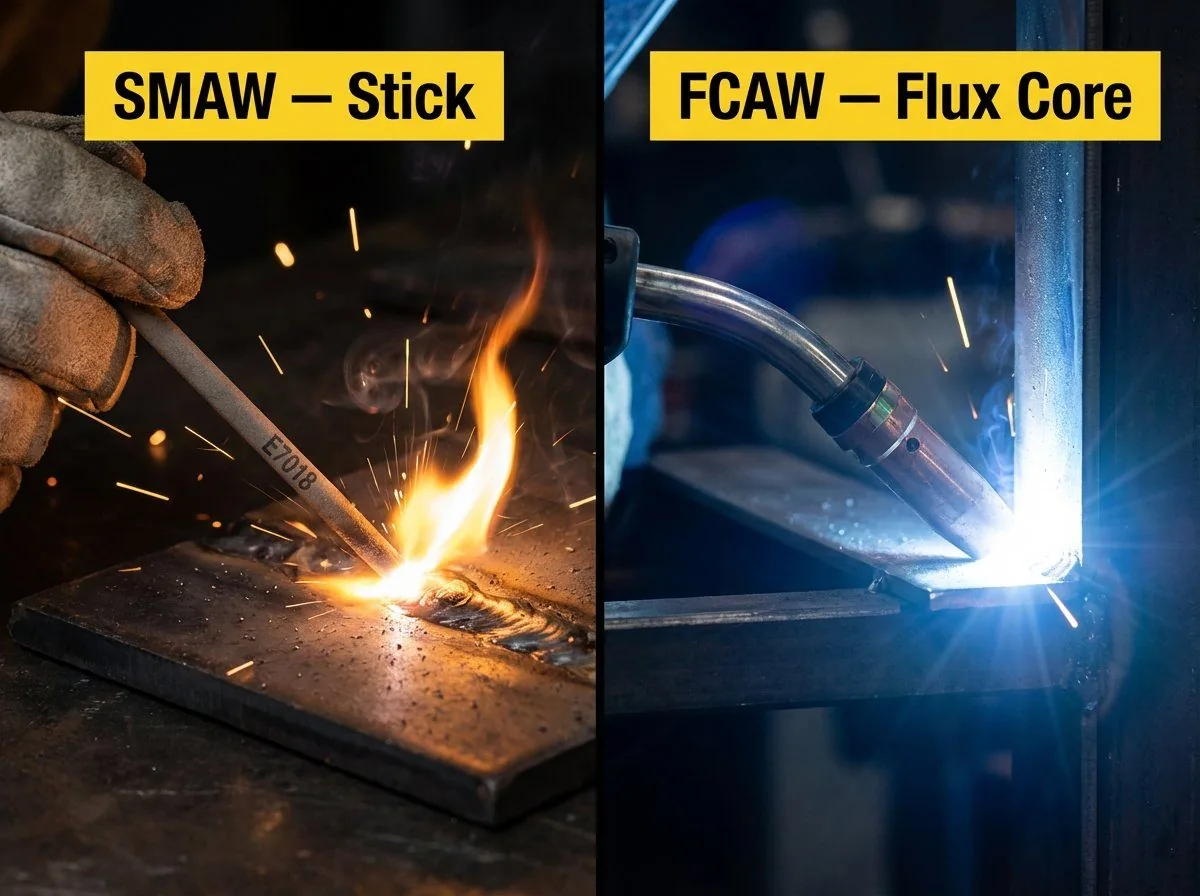
SMAW — Shielded Metal Arc (Stick)
- Most common process for D1.1 structural testing
- E7018 low-hydrogen electrode is standard
- E7018 must be stored in a rod oven — moisture causes hydrogen cracking
- 3G: 3/32" or 1/8" electrodes preferred for root, fill, and cap
- 4G: 3/32" electrodes with reduced amperage control the puddle overhead
- Widely accepted by all contractors and inspection authorities
FCAW-G — Gas-Shielded Flux Core
- Higher deposition rate than SMAW — faster to fill the groove
- Requires shielding gas (typically 75% Ar / 25% CO₂ or 100% CO₂)
- Common wire: E71T-1C or E71T-1M depending on gas mix
- 3G settings critical — too hot causes sag on vertical
- Widely used in fabrication shops and on-site structural steel
FCAW-S — Self-Shielded Flux Core
- No external shielding gas required — good for outdoor work
- E71T-8 or E71T-11 are common wires for structural work
- Preferred for field welding in wind where gas shielding is impractical
- Check with your inspector that the wire meets D1.1 approved filler requirements
GMAW — Gas Metal Arc (MIG)
- Short circuit transfer used for 3G and 4G positions
- ER70S-6 wire most common for structural steel
- Less common on D1.1 structural sites — some contracts prohibit GMAW short-arc on thicker material
- Pulse GMAW increasingly accepted on high-production projects
| Factor | SMAW (E7018) | FCAW-G | FCAW-S | GMAW |
|---|---|---|---|---|
| Overhead (4G) Control | Excellent | Good | Good | Moderate |
| Deposition Rate | Low | High | Moderate | Moderate |
| No Gas Cylinder Needed | Yes | No | Yes | No |
| Field / Outdoor Ready | Yes | No | Yes | No |
| D1.1 Acceptance | Universal | Universal | Common | Check specs |
| Slag Removal Required | Yes | Yes | Yes | No |

3G Vertical Uphill Welding Technique
The 3G position demands disciplined technique more than raw skill. The three killers are too much heat, too fast a travel speed, and too long an arc. Master those three variables and the rest follows.
Root Pass (3G)
- Run a stringer bead — no weave on the root
- Point into the root opening; aim for both bevels and the backing bar
- Keep arc length tight — 1× to 1.5× electrode diameter maximum
- Travel uphill at a consistent pace; pause slightly at each toe to avoid undercut
- Watch for the keyhole — it tells you you're achieving full penetration
Fill and Cap Passes (3G)
- Remove all slag completely before each pass — use a grinder if needed
- A slight "J" or upside-down "V" weave is acceptable for fill passes
- Pause at each toe to tie into the bevel face; this prevents undercut
- Keep reinforcement under 3/16" on the cap
- Final cap pass — keep travel speed consistent to avoid high/low profile
Heat Management (3G)
- Use lower amperage than flat position — gravity helps the puddle flow
- For SMAW E7018 3/32": typical range 70–90 amps for fill on 3G
- If the puddle starts to drip, reduce amperage or slow travel
- Allow brief interpass cooling — don't run back-to-back passes when plate is cherry red
- Check interpass temp if your WPS specifies a maximum
Common 3G Mistakes
- Root pass too cold — incomplete fusion to backing bar (automatic fail)
- Weaving too wide on root — creates slag traps
- Undercut on the cap toes — caused by dwelling too long at the edges
- Arc strikes outside the weld zone — automatic rejection per D1.1
- Inconsistent travel speed — creates high/low profile that fails visual
4G Overhead Welding Technique
The 4G test is where most people struggle. Everything about overhead welding fights the physics — molten metal wants to come down, your body position is awkward, and fatigue sets in fast. The key is bracing, short arc, and accepting that overhead welds look different from flat ones. A slightly convex, narrower bead is normal and acceptable.
Body Position and Bracing
- Brace both elbows against your body or the fixture whenever possible
- Crouch or kneel to position your head below the work — don't just look straight up
- Use a slag shield or weld blanket — overhead spatter burns are serious
- Wear full leather — jacket, gloves, helmet with rear neck protection
Root Pass (4G)
- Keep the arc extremely tight — longer arc = puddle sag
- Move slightly faster than you think you need to
- Use 3/32" electrodes (SMAW) for better puddle control than 1/8"
- A small, slightly narrow bead is better than a wide sagging bead
- Chip and grind every pass more aggressively than you would on flat
Fill and Cap Passes (4G)
- Build up in multiple narrow stringers — avoid weaving overhead
- Each pass should be narrower than on 3G to control the puddle
- Tie in tightly to each previous bead — no gaps, no overlap humps
- Keep cap reinforcement under 3/16" — a high cap is a common failure
Heat and Interpass (4G)
- Run slightly lower amperage than 3G fill passes
- Allow adequate interpass cooling — hot plate + overhead = sag
- Keep shielding gas flow at the higher end of range if using FCAW-G
- Grind flush any high spots between passes to keep a consistent groove profile
Visual Inspection Requirements
Before a single bend specimen is cut, both plates must pass a visual inspection by an AWS Certified Welding Inspector (CWI). This inspection is performed per AWS D1.1 Clause 4.9 — the same acceptance criteria used for production structural welds. It is not a courtesy check; it's a codified acceptance test.
Failing visual inspection means the plate does not proceed to bend testing. There is no second chance on the same plate.
| Discontinuity Type | Acceptance Limit | Notes |
|---|---|---|
| Cracks | None permitted | Any crack = reject |
| Incomplete fusion | None permitted | Anywhere in the joint |
| Undercut (groove welds) | ≤ 1/32" (0.8mm) | Maximum depth at toe |
| Weld reinforcement | ≤ 3/16" (4.8mm) | Height above base metal surface |
| Arc strikes | None outside weld zone | Automatic rejection |
| Overlap | None permitted | Weld metal must not flow over base metal |
| Porosity | Refer to D1.1 Clause 4.9.3 | Size and frequency limits apply |
| Root surface (with backing) | CJP required | Full tie-in to backing bar required |
Guided Bend Testing
Plates that pass visual inspection are sent to an accredited testing laboratory for guided bend testing. This is the definitive mechanical test for weld quality. There is no visual evaluation here — the plate tells the story by either cracking or not cracking under a controlled 180-degree bend.


Bend Test Procedure and Acceptance
A face bend specimen has the face (cap) of the weld on the convex (outside) of the bend — maximum tension on the weld face. A root bend specimen has the root of the weld on the convex outside — maximum tension on the root. If any single specimen shows a discontinuity greater than 1/8" in any direction, the entire test fails.
Common Test Failures — And How to Avoid Them
These are the most frequent reasons welders fail the 3G/4G test. Each one is preventable with proper technique and preparation.
Incomplete Root Fusion
The root pass fails to fully fuse to the backing bar across the entire length. This is the most common bend test failure. Cause: arc too short to reach the backing bar, or root opening inconsistent. Fix: slightly higher amperage on root pass, verify 1/4" gap is consistent before welding, use a tight arc aimed directly at the root.
Slag Inclusions
Trapped slag from incomplete interpass cleaning shows up as linear discontinuities on the bend specimens. Cause: chipping lightly and welding over unfused slag. Fix: chip every pass thoroughly, use a wire wheel on a grinder, and grind flush any high spots that trap slag at the toes.
Undercut Exceeding 1/32"
Undercut at the toes of the cap pass exceeds the 1/32" visual limit, causing failure before bend testing even begins. Cause: dwelling too long at the toes of a weave bead, excessive amperage on cap. Fix: reduce amperage on cap pass, pause longer at center of weave rather than toes.
Arc Strikes Outside Weld Zone
Even a single arc strike on the base metal adjacent to the weld is an automatic rejection per D1.1 Clause 4.9. Cause: poor electrode angle, brushing the plate while starting. Fix: use a scrap piece to strike the arc, then bring it into the joint. Inspect the plate before submitting.
4G Puddle Sag / Overlap
The overhead puddle runs and overlaps the base metal, creating a visual failure and potential lack of fusion. Cause: arc length too long, amperage too high, travel speed too slow. Fix: tight arc, reduce amperage 10–15% from 3G setting, move slightly faster and build up in narrower stringer passes.
Wet or Contaminated Electrodes
Moisture in E7018 low-hydrogen electrodes causes porosity and hydrogen-induced cracking — both bend test failures. Cause: electrodes stored outside a rod oven, or used from an unsealed container. Fix: store E7018 in a heated rod oven at 250°–300°F minimum. Never use electrodes that have been exposed to humidity overnight.
The WPQ Document — Your Qualification Record
When your plates pass both visual and bend testing, the AWS CWI who performed the inspection signs a Welder Performance Qualification (WPQ) record. This document is the official record of your certification. It identifies you by name, lists the welding process, positions, electrode or wire, base metal, test date, and the CWI's signature and certification number. It is issued per AWS D1.1 Annex N (or similar form) and is the document your employer and their clients will request.
What Goes on the WPQ Record
- Welder's full legal name and employer
- Welding process (SMAW, FCAW-G, etc.) and filler metal classification
- Test position(s) — 3G and 4G listed explicitly
- Base metal type and thickness tested
- Joint type (single V-groove CJP with backing)
- Visual inspection results and date
- Bend test results and laboratory name
- CWI name, certification number, and signature
- Statement of qualification scope (all positions, unlimited thickness)
- Continuity requirement statement (6-month rule)
How Long Does the Certification Stay Valid?
Per AWS D1.1 Clause 6.4.1, a welder's performance qualification remains valid indefinitely — but with one important condition: the welder must have welded using that qualified process at least once within the preceding six months. This is called the continuity requirement.
If a welder hasn't used their SMAW qualification for more than six months, they must either demonstrate that they have welded that process (employer sign-off in a continuity log) or re-qualify. Employers are required to maintain a continuity log showing periodic sign-offs. A lapsed qualification cannot simply be "reactivated" with a phone call — it requires re-testing.
3G/4G Plate vs. 6G Pipe Qualification
This is one of the most common questions contractors ask. Both the 3G/4G plate and the 6G pipe test provide all-position qualification, but they are different credentials used in different contexts.
| Factor | 3G/4G Plate (D1.1) | 6G Pipe |
|---|---|---|
| Code Governed By | AWS D1.1 Structural | AWS D1.1, ASME, API |
| Test Piece | Flat plate | Round pipe (inclined 45°) |
| Difficulty | High | Higher |
| Covers Plate Positions | Yes — all | Yes — all |
| Covers Pipe Positions | Pipe ≥ 24" OD only | Yes — all diameters |
| Required for Structural Steel | Common requirement | Sometimes accepted |
| Required for Pressure Piping | No | Yes (ASME) |
| Required for Shipyards | Often specified | Sometimes accepted |
| WPS Required | Yes | Yes |
| D1.1 Table Reference | Table 6.10 | Table 6.10 |
The bottom line: if the work is structural steel — buildings, bridges, heavy equipment — and it's governed by AWS D1.1, the 3G/4G plate is what's required. If the work involves pressure piping or process pipe, 6G is the credential. Many experienced welders hold both.
AWS D1.1 vs. ASME Section IX Qualification
AWS D1.1 and ASME Section IX are separate welding codes with different qualification requirements. A welder certified under one is not automatically certified under the other.
The industry-recognized distinction is clean: if the steel is structural — buildings, bridges, columns, beams, plate fabrication — AWS D1.1 governs. If the steel forms a pressure-retaining vessel, boiler, or piping system carrying product, ASME Section IX governs. A 3G/4G WPQ is built specifically for the structural side of that line.
| Factor | AWS D1.1 | ASME Section IX |
|---|---|---|
| Governed By | American Welding Society | ASME Boiler & Pressure Vessel |
| Applies To | Structural steel, bridges, buildings | Pressure vessels, boilers, piping |
| Position Designation | 1G, 2G, 3G, 4G, 5G, 6G | 1G, 2G, 3G, 4G, 5G, 6G (same numbers) |
| WPS Required | Yes | Yes |
| CWI Required | Yes | Yes |
| WPQ Expires | 6-month continuity | 6-month continuity (same) |
| Portable Between Employers | Yes (with continuity record) | Yes (with continuity record) |
| Cross-Recognition | Not automatic | Not automatic |
When Each Code Applies — Real-World Examples
| Application | Code That Applies | 3G/4G D1.1 Sufficient? |
|---|---|---|
| Structural steel buildings & frames | AWS D1.1 | Yes |
| Bridge fabrication and erection | AWS D1.5 (or D1.1) | Yes — D1.5 references D1.1 |
| Heavy equipment frames (cranes, mining) | AWS D1.1 | Yes |
| Shipyard hull and structural welding | AWS D1.1 / Navy specs | Yes |
| Pressure vessels / boilers | ASME Section IX | No — separate qualification required |
| Process piping (chemical, refinery) | ASME B31.3 + Section IX | No — separate qualification required |
| Power piping (steam, boiler) | ASME B31.1 + Section IX | No — separate qualification required |
| Oil & gas pipelines | API 1104 | No — separate qualification required |
If your work involves both structural steel and pressure equipment, you may need to qualify under both codes. WeldCertTest offers ASME Section IX welder qualification as a separate service for pressure piping and boiler/pressure vessel applications.
AISC and the Steel Construction Manual
One thing that's often overlooked: the American Institute of Steel Construction (AISC) Steel Construction Manual — the design reference used by virtually every structural engineer in the United States — explicitly references AWS D1.1 for welder qualification on structural steel projects. AISC governs the design side. AWS D1.1 governs the welder qualification side. When an engineer specifies AISC for structural design, the welding qualification trail leads to D1.1 — and the 3G/4G is the most comprehensive plate credential under that code.
This is the authority chain that matters: building code → IBC references AISC for structural steel → AISC references AWS D1.1 for welder qualification → welders demonstrate qualification with a 3G/4G WPQ signed by a CWI. Each step has a code reference. Each step is documented. The 3G/4G WPQ is what closes that loop for the welder.
Where the 3G/4G Qualification Is Required
The AWS D1.1 3G/4G combined plate qualification is required or strongly preferred across a wide range of structural industries. If you're a contractor building a hiring list, or a welder looking to maximize your hire-ability, this is the credential that opens the most doors.

Structural Steel Fabricators
Fabrication shops producing beams, columns, and frames for buildings must qualify welders per D1.1 to meet project specifications and third-party inspection.
Bridge Construction
AASHTO/NSBA bridge projects require AWS D1.5 or D1.1 welding. Most state DOT bridge contracts explicitly call out all-position plate qualification for groove welds.
Shipyards and Marine
Ship hull and structural welding follows AWS D1.1 or Navy/Class Society standards. All-position qualification is standard — hulls have welds in every conceivable orientation.
Ironworkers
Union ironworker contractors and open-shop structural erectors require all-position D1.1 certification for field welders before they set foot on a structural project.
Heavy Equipment OEMs
Manufacturers of cranes, mining equipment, and heavy industrial machinery producing welded structural frames under D1.1 require qualified welders for all structural joints.
Power and Energy Infrastructure
Transmission towers, wind turbine towers, and substation structures are built to D1.1. All-position groove weld qualification is required for most structural weld joints.
State Contractor Requirements — Do Your Welders Need This?
Public infrastructure projects in most states require welder qualification documentation as a condition of contract. While the specific requirements vary by state, project type, and contract language, the AWS D1.1 3G/4G combined plate qualification is the most widely recognized credential across all states for structural steel groove welding. Below is a representative overview.
Who Needs This Test — Contractors vs. Individual Welders
Quick Guide: Is the 3G/4G Combination Right For You?
WeldCertTest Mail-In Qualification Service
You don't need to travel to a testing facility. WeldCertTest handles AWS D1.1 3G/4G plate qualification through a straightforward mail-in process. Your welder completes the plates under your WPS at your shop. You ship them to us. We handle everything from there.
-
Contact us for a quote and WPS
Call or email to confirm the process (SMAW, FCAW, etc.) and we'll provide pricing and a qualified WPS for your welder to work under. If you already have a D1.1 prequalified WPS, you may use it.
-
Weld your plates at your shop
Your welder completes both the 3G and 4G plates per the WPS at your facility. No travel required. No scheduling around a test facility's availability.
-
Ship the completed plates to us
Follow our shipping instructions (found at weldcerttest.com/shipping.html). Ship both plates together. Standard ground shipping works fine — test plates are not fragile.
-
CWI visual inspection
Our AWS Certified Welding Inspector performs a full visual inspection per D1.1 Clause 4.9. If the plates pass visual, they move to bend testing. We'll contact you if there is a visual rejection before proceeding.
-
Accredited laboratory bend testing
All bend testing is performed by an accredited third-party laboratory. Specimens are cut, prepared, and bent per D1.1 requirements. Results are documented with full test data.
-
WPQ issued and delivered
On passing, the AWS CWI signs and issues the official Welder Performance Qualification record. The WPQ is sent to your company by email and mail. Typical total turnaround: see our timeframes page.
How Much Does the 3G/4G Qualification Cost?
The total cost of a 3G/4G combined plate qualification includes test plate material, CWI inspection time, accredited bend testing, and WPQ documentation. For a single welder, the combined 3G/4G test is typically more cost-effective than testing each position separately, since the CWI inspection and lab processing are shared across both plates.
Cost factors that affect pricing include the welding process (some processes require more bend specimens), the number of welders being tested at the same time, and whether you need expedited turnaround. Contractors qualifying multiple welders at once often receive volume pricing.
Contact WeldCertTest at (404) 860-1288 or request a quote online for current pricing. We'll confirm process, plate count, and turnaround before you commit to anything.
| Option | Plates | Positions Covered | Relative Cost | Recommended? |
|---|---|---|---|---|
| 3G only | 1 | 1G, 2G, 3G, all fillets | Lower | Only if 4G not needed |
| 4G only | 1 | 1G, 2G, 4G, all fillets | Lower | Only if 3G not needed |
| 3G + 4G Combined | 2 | All positions + unlimited thickness | Moderate | Yes — best value |
| 3G + 4G Separate sessions | 2 (separate) | All positions | Higher | Only if timing differs |
Glossary of Key Terms
New to the qualification process? Here are the terms you'll see on your paperwork and hear from your inspector.
The official AWS document certifying that a welder has demonstrated the ability to produce a sound weld under a specific WPS. Signed by a CWI.
A document specifying the required variables for a specific weld: process, position, base metal, filler metal, preheat, interpass temperature, and more. Welders must be tested under a qualified WPS.
An AWS-certified inspector qualified to evaluate welds, review documentation, and sign WPQ records. Certification is issued by the American Welding Society after examination.
A groove weld that has full fusion through the entire thickness of the joint, including the root. The 3G/4G test uses a CJP single V-groove with backing.
Vertical groove weld position per AWS D1.1. The plate is oriented vertically and the weld progresses uphill. One of the two most demanding plate positions.
Overhead groove weld position per AWS D1.1. The plate is horizontal overhead and the weld is made from below. The most physically demanding test position.
A mechanical test where weld specimens are bent 180° over a mandrel of specified radius. Used to verify fusion, ductility, and absence of defects.
AWS D1.1 Clause 6.4.1 requirement that a welder must use their qualified process at least once every 6 months or the qualification expires.
A low-hydrogen, iron powder SMAW electrode. The "70" indicates 70,000 PSI minimum tensile strength. The "18" indicates a low-hydrogen coating requiring storage in a rod oven.
A wire welding process using a tubular wire filled with flux. FCAW-G uses external shielding gas; FCAW-S is self-shielded. Both are approved under AWS D1.1.
A steel bar placed behind the root of a groove joint to support the root pass. Per D1.1, the backing bar is steel and remains in the joint after welding (permanent backing).
The gap between the two base metal pieces at the root of the joint before welding. For the 3G/4G D1.1 test, this is 1/4 inch (0.25").
Practice Guide — Getting Ready to Pass
Don't show up for the 3G/4G test without practice time on both positions. The 4G overhead position in particular requires physical conditioning — you cannot train your body to weld overhead on test day. Here's how experienced welders prepare.
Recommended Practice Sequence
- Start with flat position (1G) to get your parameters dialed in — amperage, arc length, travel speed.
- Move to horizontal (2G) to start managing a puddle that wants to drip.
- Run multiple 3G plates before test day. Focus on root fusion first. Then clean technique on fill passes. Then cap pass consistency.
- Spend the most practice time on 4G overhead. Run at least 4–5 complete test plates in overhead before you test.
- Practice your bracing position — where your elbows and arms rest during overhead welding. Find a body position that lets you maintain a tight arc without shaking.
- On your last practice plate before test day, do a self-evaluation: look for undercut, check reinforcement height, inspect for arc strikes. Fix your habits before the official test.
Related Qualifications
Not sure whether the combined test is right for your situation? Explore individual position qualifications or other testing options below.
3G Vertical Only
Qualifies 1G, 2G, 3G, and all fillet positions. Does not include overhead. Lower cost option when overhead is not required.
4G Overhead Only
Qualifies 1G, 2G, 4G, and all fillet positions. Does not include vertical. Used when overhead is required but vertical is already certified.
6G Pipe Qualification
Inclined fixed-position pipe test. Qualifies all positions on pipe and plate. Required for pressure piping — optional for structural.
Re-Certification
Lapsed qualification? Continuity broken? Our recertification service handles the paperwork and testing to reinstate your credentials.
Frequently Asked Questions
What does the combined 3G/4G test qualify a welder for?
How many plates and bend tests are required?
What plate thickness should I use to get unlimited thickness qualification?
What is the standard joint configuration for the 3G/4G test?
Do I need a WPS to take the test?
What are the most common failure causes on the 3G/4G test?
How long does the 3G/4G certification stay valid?
Can I mail in test plates, or do I need to weld at your facility?
Does this plate qualification cover pipe welding?
What is the difference between the combined 3G/4G and testing each position separately?
What's the difference between the 3G/4G plate test and the 6G pipe test?
How do I maintain my qualification after passing?
Can an employer use a welder's existing WPQ from another company?
How much does the 3G/4G qualification cost at WeldCertTest?
What industries most commonly require the AWS D1.1 3G/4G qualification?
Does a 3G/4G AWS D1.1 qualification satisfy ASME Section IX or B31 pressure piping requirements?
Does the AISC Steel Construction Manual reference AWS D1.1?
The People Behind the Inspection
Every coupon submitted to WeldCertTest is inspected by a named, currently-certified AWS CWI. When a project inspector asks who signed your WPQ, you have an answer.


Ready to Get Your Welders Qualified?
Mail-in service. CWI inspected. Official WPQ issued. Serving fabricators and contractors nationwide.