
AWS D1.1 Welder Performance Qualification — By Mail
WeldCertTest is a mail-in AWS D1.1 welder performance qualification testing service. We are not a welding school — we do not teach welding. Your welders already know how to weld. What we provide is the independent CWI inspection, accredited laboratory bend testing, and official WPQ documentation that structural steel projects require before a welder can put a bead on production material.
Your Welder Runs the Plate
Your welder performs the qualification weld at your facility under a qualified Welding Procedure Specification (WPS). Standard D1.1 joint: 45° V-groove, 1/4" root opening, backing bar. We provide a WPS or you use your own. No witnesses required — the code allows it.
You Ship It to Us
Box it up and ship to our Atlanta facility — standard ground shipping is fine. We confirm receipt, perform full visual inspection per D1.1 Clause 4.9, then proceed to accredited laboratory bend testing. If a plate fails visual, we contact you before any additional lab costs.
We Issue Official WPQ Records
Our AWS CWI signs and issues the official Welder Performance Qualification record on passing. Delivered by email and mail. The WPQ covers everything required under D1.1 — position, process, thickness range, test results, and CWI certification number. Audit-ready from day one.
Pick Your Position
All positions. All common processes — SMAW, FCAW, GMAW, GTAW. If it's AWS D1.1, we test it.
Which Test Covers What
The most common source of confusion — and the most expensive if you get it wrong. Know before you test.
| Test | 1G Flat | 2G Horiz. | 3G Vert. | 4G OH | Plates |
|---|---|---|---|---|---|
| 1G Flat | ✓ | ✗ | ✗ | ✗ | 1 |
| 2G Horizontal | ✓ | ✓ | ✗ | ✗ | 1 |
| 3G Vertical | ✓ | ✓ | ✓ | ✗ | 1 |
| 4G Overhead | ✓ | ✓ | ✗ | ✓ | 1 |
| 3G/4G All-Position | ✓ | ✓ | ✓ | ✓ | 2 |
All tests cover corresponding fillet positions. 1" plate = unlimited thickness on all tests. Full qualification FAQ →
CWI Inspection + Lab Bend Testing
Every plate goes through two-stage evaluation. First, full visual inspection by our AWS-certified CWI against D1.1 Clause 4.9 acceptance criteria. Plates passing visual then move to accredited laboratory guided bend testing — four specimens, 180-degree bend, no exceptions. The WPQ is issued only when both stages pass.

What Makes This Different
Most welders have to find a local test facility, schedule around their availability, drive in, and hope the inspector knows D1.1 cold. This is not that.
Nationwide Mail-In
You're in Montana. We're in metro Atlanta. Doesn't matter. Ship the plate, get the WPQ. We've processed plates from all 50 states. No scheduling, no travel days.
AWS-Certified CWI
Every plate is reviewed by an AWS Certified Welding Inspector who knows D1.1 Clause 6 inside and out. Not a technician. A CWI. The WPQ is signed accordingly.
Audit-Ready Documentation
Your WPQ records are signed, structured, and ready for any audit, project inspector, or owner request. Everything required under D1.1 — positions, process, thickness, test results, CWI cert number.
No Surprises on Scope
We tell you upfront what your test position qualifies for. A 1G doesn't cover vertical. A 4G doesn't cover vertical either. We won't let you find that out on a job site when it costs real money.
Fast Re-Certification
Missed the 6-month continuity window? It happens. We handle re-quals fast so your welders get back on the job, not sitting in a waiting room for a week.
Straight on What We Do
We do D1.1 structural steel plate and pipe. We don't do AWS Certified Welder cards — that's the American Welding Society directly. We tell you what we do and don't do before you spend a dime.
SMAW · FCAW · GMAW · GTAW
We qualify all common structural welding processes under AWS D1.1. Each process qualifies separately — an SMAW qualification does not cover FCAW production welding. Test on the process you use in production.
One important exception: GMAW short-circuit transfer (GMAW-S) requires bend tests — radiographic testing cannot substitute for bend tests on that process per D1.1 Clause 6.23.3. We'll confirm your process requirements when you call.
Process testing FAQ →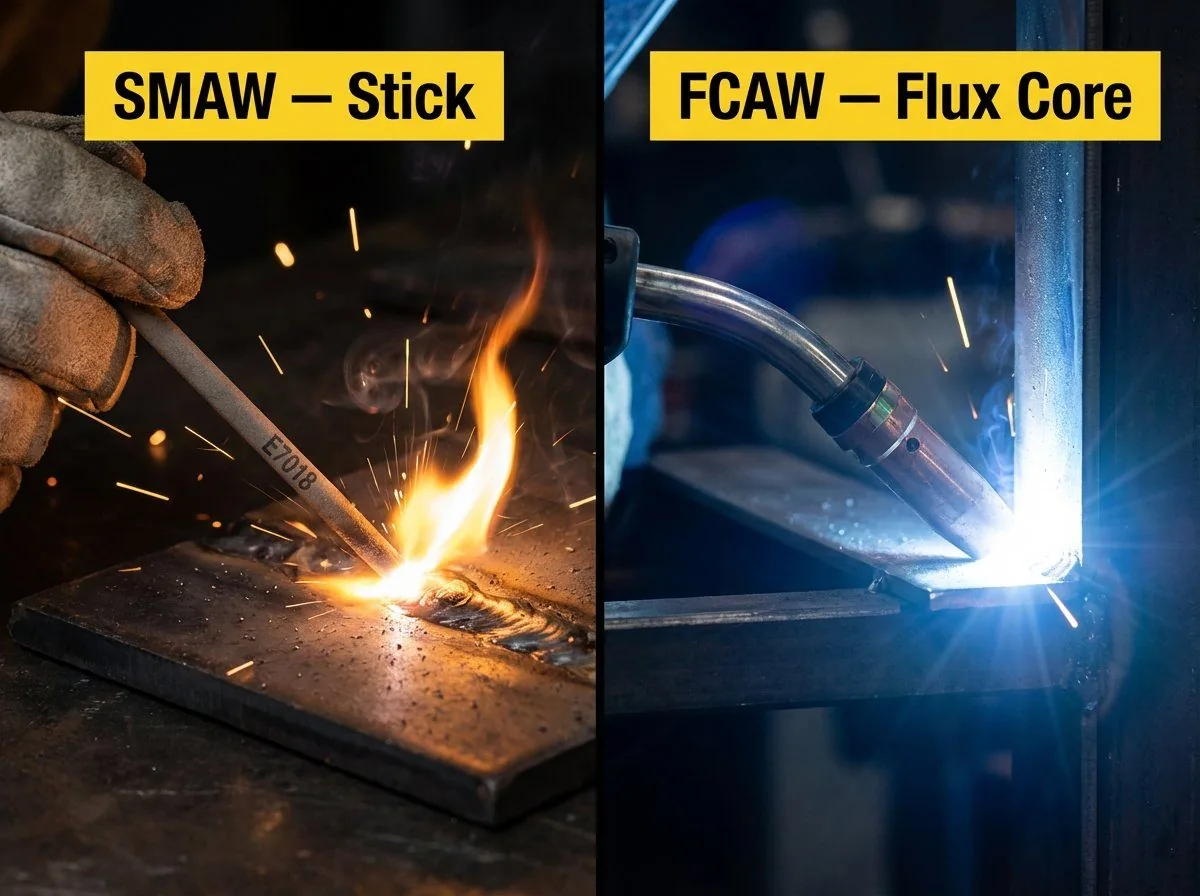
What You Get — The WPQ Record
The Welder Performance Qualification record is the official AWS D1.1 document that proves your welder passed the test under code-required conditions. It is not a certificate or a card — it is a formal record signed by a CWI that holds up in any audit on any D1.1 structural steel project.
- Welder name and employer
- Welding process and filler metal classification
- All positions qualified (not just the test position)
- Base metal and qualified production thickness range
- Visual inspection and bend test results
- WPS reference number
- CWI name, certification number, and signature
File it the day you get it. Start a continuity log immediately — the six-month clock starts running from the test date.
WPQ documentation FAQ →Things People Actually Ask
Quick answers. Full answers at the FAQ page.
What is a WPQ record and why do I need one?
Does the 3G vertical qualification cover overhead welding?
When does my D1.1 welder qualification expire?
What plate thickness do I need for unlimited thickness qualification?
What is the difference between a WPQ and an AWS Certified Welder card?
Can I substitute RT for bend tests on the qualification?
How many welders can I submit at once?
Ready to Get Your Welders Qualified?
Call us or send a message. We'll tell you exactly what you need, what it costs, and how fast you'll have your WPQ. No guesswork.
Not sure which test is right? Tell us the positions your welders need to qualify and we'll tell you the most efficient path.
Real Credentials. Real Inspections. Real WPQ Records.
Every coupon we receive is inspected by a named, currently-certified AWS CWI. When a project inspector asks who signed your WPQ, you have an answer.


Content reviewed by Timothy Dodd, AWS CWI #00120381 · Last reviewed May 15, 2026